一 簡介
随着現(xiàn)代工(gōng)業的發展,對(duì)産品的質量要求越來(lái)越高(gāo)。尤其是航空(kōng)、航天、航海、核動力、能(néng)源、交通、石油化工(gōng)等方面的機械産品,幾乎都是在不同程度高(gāo)溫、高(gāo)壓、高(gāo)速和(hé)高(gāo)幅值交變截荷下(xià)進行運轉,對(duì)于這(zhè)類産品,需要對(duì)每一個工(gōng)件的質量性能(néng)都要進行檢測,而靠傳統的檢測方法,即在一批工(gōng)件中抽取少部分的工(gōng)件進行有損檢測,據此來(lái)判斷全部工(gōng)件質量的好(hǎo)壞,已不能(néng)滿足對(duì)工(gōng)件全部檢測的要求。因此,需要研制出能(néng)快(kuài)速對(duì)工(gōng)件進行100%非破壞檢測的儀器才能(néng)達到(dào)檢測目的。
爲了(le)能(néng)夠滿足對(duì)工(gōng)件100%快(kuài)速無損檢測的要求,在現(xiàn)代無損檢測技術中,經過不斷的開(kāi)發與研制,形成了(le)一套完整的電磁無損測量技術。電磁測量技術包括電渦流檢測技術在内,是一種無損、接觸或無接觸測量檢測技術,具有結構簡單,靈敏度高(gāo),測量線性範圍大(dà),不受油污等介質的影響,抗幹擾能(néng)力強等優點,所以在機械、交通、電力、化工(gōng)、石油、紡織、航空(kōng)、原子能(néng)⋯⋯等工(gōng)業部門(mén)得到(dào)廣泛應用(yòng)。例如用(yòng)來(lái)測量位移、尺寸、厚度、振動、壓力、磁導率、溫度、材料、探傷、混料分選、硬度、強度、淬硬層深度、滲層深度、氣化層厚度、應力測量等。
WGF-III型多功能(néng)鋼鐵(tiě)材質硬 度檢測儀系我公司新研制開(kāi)發出的新一代産品。本公司産品已廣泛用(yòng)于機械、汽車、冶金(jīn)、能(néng)源、石油化工(gōng)、航空(kōng)、航天等行業的衆多企業。
一 簡介
WGF-III型多功能(néng)鋼鐵(tiě)材質硬度檢測儀無損檢測産品質量的基本原理(lǐ)是:由于鐵(tiě)磁性物質在交變的磁場内能(néng)感應出一定的電流。對(duì)于同種規格尺寸的不同的鐵(tiě)磁性材料、不同的機械性能(néng)(如硬度、強度、淬硬層的深度、組織結構、熱處理(lǐ)狀态等)、不同的表面和(hé)内在的缺陷等在磁場中感應出的電流的值是不同的。經過大(dà)量的實驗證明(míng):它們在磁場中所感應出的電流值在某一範圍内存在着一定的對(duì)應關系。就是通過測量同種規格尺寸的工(gōng)件在探頭内激磁電流值的大(dà)小(xiǎo)并和(hé)同種規格尺寸的标準樣件在探頭内激磁電流值加以比較并在液晶顯示屏和(hé)數字顯示屏通過一定的界面顯示出來(lái),從(cóng)而達到(dào)對(duì)被測同種規格的工(gōng)件的各種性能(néng)好(hǎo)壞的區(qū)分。
二 儀器的檢測原理(lǐ)
WGF-III型多功能(néng)鋼鐵(tiě)材質硬度檢測儀無損檢測産品質量的基本原理(lǐ)是:由于鐵(tiě)磁性物質在交變的磁場内能(néng)感應出一定的電流。對(duì)于同種規格尺寸的不同的鐵(tiě)磁性材料、不同的機械性能(néng)(如硬度、強度、淬硬層的深度、組織結構、熱處理(lǐ)狀态等)、不同的表面和(hé)内在的缺陷等在磁場中感應出的電流的值是不同的。經過大(dà)量的實驗證明(míng):它們在磁場中所感應出的電流值在某一範圍内存在着一定的對(duì)應關系。就是通過測量同種規格尺寸的工(gōng)件在探頭内激磁電流值的大(dà)小(xiǎo)并和(hé)同種規格尺寸的标準樣件在探頭内激磁電流值加以比較并在液晶顯示屏和(hé)數字顯示屏通過一定的界面顯示出來(lái),從(cóng)而達到(dào)對(duì)被測同種規格的工(gōng)件的各種性能(néng)好(hǎo)壞的區(qū)分。
三 儀器的特點及技術性能(néng)
(一)非破壞性檢測,檢測後在工(gōng)件的表面不留任何痕迹,避免了(le)傳統的檢測方法需要破壞工(gōng)件表面狀态的缺陷。
(二)對(duì)工(gōng)件表面狀态和(hé)形狀适應性廣,一般情況對(duì)工(gōng)件表面粗糙度無特殊要求、對(duì)工(gōng)件形狀無特殊要求。
(三)儀器采用(yòng)電磁檢測的原理(lǐ),利用(yòng)被測工(gōng)件和(hé)标準樣件進行比較的方法來(lái)間接檢查工(gōng)件質量的好(hǎo)壞。
(四)一機多用(yòng)。在一定的條件下(xià),适用(yòng)于鋼種混料分選、鋼鐵(tiě)件熱處理(lǐ)前後硬度分選、不同的熱處理(lǐ)狀态分選、碳含量分選、硬化層深度分選、缺陷(裂紋、氣孔、組織疏松、夾雜(zá)等)分選、組織結構差異分選等。
(五)儀器操作(zuò)簡單、方便。儀器内部設定了(le)人機對(duì)話(huà)功能(néng),檢測時(shí)隻需将工(gōng)件按照一定的定位方式,選用(yòng)适當的探頭和(hé)标準樣件,經過簡單的分選界面或分選程序設定後就可進行工(gōng)作(zuò)。
(六)檢測速度快(kuài)。800—1500件/小(xiǎo)時(shí)(視(shì)工(gōng)件尺寸和(hé)操作(zuò)者的熟練程度),檢測效率是傳統檢測方法的幾十倍,甚至幾百倍。
(七)可對(duì)工(gōng)件進行全數100%檢測,滿足了(le)大(dà)批量工(gōng)件檢測的需要,避免了(le)用(yòng)常規的抽樣檢測方法而造成的對(duì)不合格産品的漏檢。
(八)儀器靈敏度可調範圍寬,檢測電流和(hé)頻率連續可調,适應不同的分選項目的需要。
(九)具有不合格産品聲音(yīn)報(bào)警功能(néng);在超上(shàng)限、合格、超下(xià)限時(shí)有不同顔色的燈光顯示功能(néng)。
(十)在不同的檢測條件下(xià),可配接不同形式的探頭,以滿足檢測的需要。
(十一)多種顯示界面、被測工(gōng)件的質量狀況顯示直觀。儀器采用(yòng)液晶顯示和(hé)數碼管雙重顯示方式。根據有關圖形的位置可直觀觀察被測工(gōng)件的質量狀況,經過相關的程序設定後可測得鋼種品種、硬度、硬化層的深度、含碳量的值等。
(十二)儀器結構緊湊外(wài)型美(měi)觀、重量輕、便于攜帶。
(十三)儀器外(wài)型尺寸。
●交流電源50Hz、220V±10%。
●功耗:使用(yòng)狀态3W。
(十四)儀器後面闆有三個信号輸出接口,分别爲超上(shàng)限、合格、超下(xià)此三個接口爲光電隔離輸出,爲連接外(wài)圍設備提供方便(此項爲選裝件)。
(十五)儀器可使用(yòng)的環境範圍寬
●工(gōng)作(zuò)溫度:一10℃~+40℃
●相對(duì)濕度:<75%
●應避免在高(gāo)、中頻淬火爐、電焊機、腐蝕性氣體、強磁場等場所使用(yòng)。
四 檢測項目、檢測條件及檢測精度
(一)檢測項目
1、材料混料的分選
2、硬度的分選
3、硬化層深度的分選
4、缺陷的分選
5、不同組織結構的分選
6、不同熱處理(lǐ)狀态的分選
7、碳含量的分選
8、抗拉強度的分選
(二)檢測條件
1、材料混料的分選
同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一表面狀态。
2、硬度的分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一爐号、同種材料、同一表面狀态。(不同爐号之間的熱處理(lǐ)工(gōng)藝參數在相對(duì)一緻的情況下(xià)則不需要分爐号檢測。)
(2)需要不少于2件以上(shàng)已知(zhī)硬度樣件作(zuò)爲檢測的标準,樣件的硬度差别(以洛氏硬度爲例)≥2HRC。
3、硬化層深度的分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一爐号、同種材料、表面狀态較好(hǎo)。(不同爐号之間熱處理(lǐ)的工(gōng)藝參數在相對(duì)一緻的情況下(xià)則不需要分爐号檢測。)
(2)需要不少于2件以上(shàng)已知(zhī)硬化層深度樣件作(zuò)爲檢測的标準樣件,每根樣件之間硬化層深度差别應大(dà)于0.2mm以上(shàng)。
4、缺陷的分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同種材料、同一爐号。
(2)需要不少于2件以上(shàng)的有缺陷的工(gōng)件和(hé)2件以上(shàng)無缺陷的工(gōng)件作(zuò)爲檢測的标準。
注:裂紋、氣孔、夾雜(zá)、褶皺、組織狀态異常等均屬于缺陷檢測範圍,缺陷檢測比較複雜(zá),因爲影響電磁場的信号是多方面的,如硬度、材料、熱處理(lǐ)狀态,爐号、工(gōng)件的表面的狀态等。要能(néng)準确判斷工(gōng)件是否有缺陷的存在,對(duì)被測工(gōng)件的硬度、材料,表面狀态均勻性有一定的要求。因此,對(duì)缺陷的檢測應視(shì)具體情況而定。如機加工(gōng)性能(néng)較好(hǎo)、表面光潔度較高(gāo)、硬度差值範圍不大(dà)、材料波動性不大(dà)的軸承、活塞銷等精加工(gōng)件分選缺陷較爲容易。對(duì)于一些(xiē)有明(míng)顯的組織疏松、白(bái)口等現(xiàn)象的鑄鍛件等,分選缺陷也(yě)比較容易。
5、組織結構的分選
(1)同一規格尺寸、同種材料、表面狀态良好(hǎo)。
(2)需要不少于2件以上(shàng)正常組織結構和(hé)不少于2件以上(shàng)非正常組織結構的樣件作(zuò)爲檢測标準。
6、熱處理(lǐ)狀态的分選
(1)同一規格尺寸、同種材料。
(2)需要每種熱處理(lǐ)狀态不少于2根工(gōng)件作(zuò)爲分選的标準。
7、碳含量的分選
(1)材料種類:碳素結構鋼的原材料。
(2)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、表面狀态良好(hǎo)。
(3)需要至少兩件已知(zhī)含碳量差别大(dà)于0.05%的樣件作(zuò)爲分選的标準。
8、抗拉強度的分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同種材料、表面狀态良好(hǎo)。
(2)需要兩根已知(zhī)的有一定差别抗拉強度的樣件作(zuò)爲分選的标準樣件。
(三)檢測精度
1、材料混料分選
(1)碳素結構鋼:0.03%C的碳可以區(qū)分。
(2)合金(jīn)結構鋼:如35CrMo與40Cr,42CrMo與40Cr,GCrl5與G20CrMo等可準确分選。
(3)碳素結構鋼與合金(jīn)結構鋼:可準确分選。
其它導磁性鋼鐵(tiě)材料:在一定的條件下(xià)可準确的分選。
2、硬度分選
(1)布氏硬度:±10HB;
(2)洛氏硬度:±1HRC;
(3)維氏硬度:±10HV;
(4)肖氏硬度:±1.5HSD。
3、硬化層深度分選
±0.2mm。
4、碳含量分選
±0.03%C
5、缺陷分選
根據用(yòng)戶提供的被測工(gōng)件的缺陷标準進行标定。
6、組織結構分選
根據用(yòng)戶提供的被測工(gōng)件不同組織結構的标準進行标定。
7、熱處理(lǐ)狀态分選
根據用(yòng)戶提供的被測工(gōng)件不同熱處理(lǐ)狀态的标準進行标定。
8、抗拉強度分選
15MPa
五 儀器的系統構成及各部分的功能(néng)
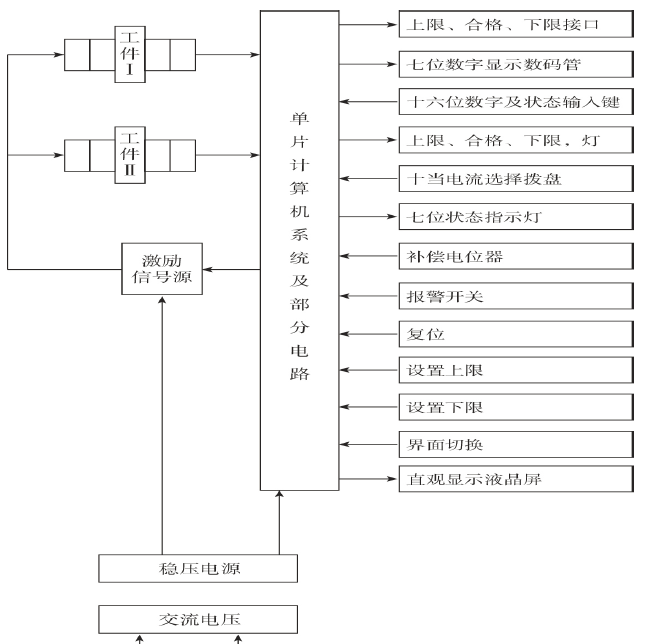
(一)系統構成示意圖
( 二) 儀器主機的構成及各種器件的作(zuò)用(yòng)
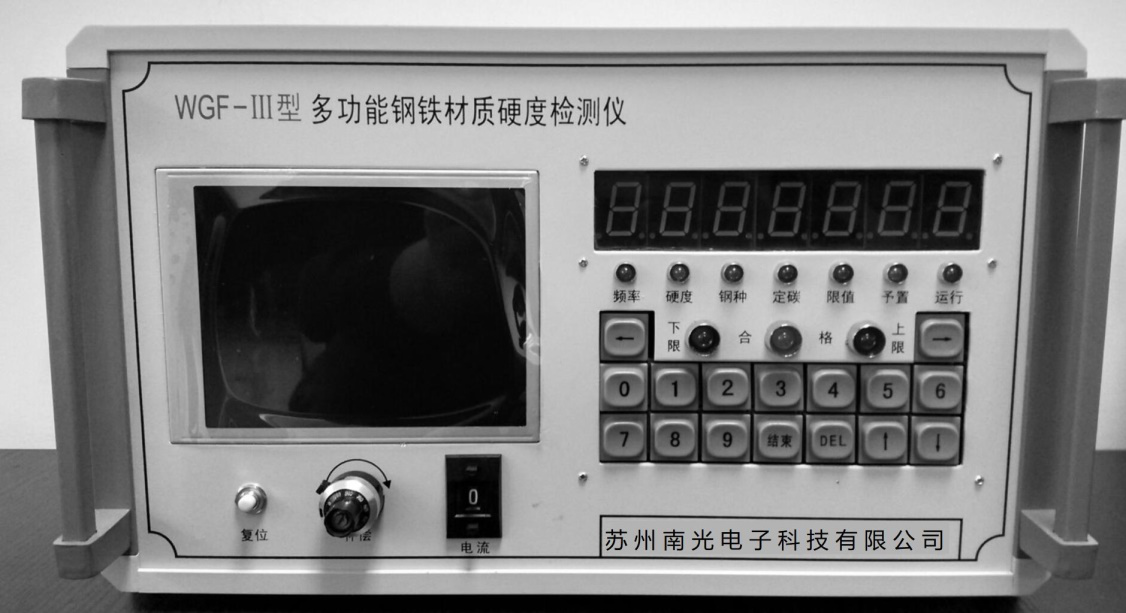
1 主機外(wài)型圖
2 主機的作(zuò)用(yòng)用(yòng)于對(duì)探頭所測量到(dào)的電信号進行分析與處理(lǐ),并将處理(lǐ)的結果在顯示屏上(shàng)顯示出來(lái)。
3 前面闆圖及其上(shàng)面的各種器件的名稱
(1) 液晶顯示屏 (9) 鋼種分選程序指示燈
(2) 七位數碼管數字顯示屏 (10) 定碳分選程序指示燈
(3) 補償電位器 (11) 限值指示燈
(4) 電流選擇撥碼盤 (12) 預值指示燈
(5) 複位按鈕 (13) 運行指示燈
(6) 十六隻數字、功能(néng)輸入鍵 (14) 下(xià)限報(bào)警燈
(7) 頻率指示燈 (15) 合格報(bào)警燈
(8)硬度分選程序指示燈 (16)上(shàng)限報(bào)警燈
4 後面闆圖及其上(shàng)面的各種器件的名稱

(17)上(shàng)限信号輸出接口(選用(yòng)) (18)合格信号輸出接口(選用(yòng))
(19)下(xià)限信号輸出接口(選用(yòng)) (20)電源選擇、關閉開(kāi)關
(21)探頭插座I (22)探頭插座II
(23)交流電源插座
5 各種控制及顯示器件的功能(néng)和(hé)作(zuò)用(yòng)
(1)液晶顯示屏
◆液晶顯示屏的作(zuò)用(yòng)
①用(yòng)來(lái)觀察靈敏度的高(gāo)低(dī)。
②用(yòng)來(lái)反映在各種檢測項目下(xià)工(gōng)件與工(gōng)件之間的硬度、材料、含碳量、硬化層的深度、缺陷等差别的大(dà)小(xiǎo)。
③用(yòng)來(lái)對(duì)工(gōng)件質量狀況結果的直觀指示。
(2)七位數碼管數字顯示屏(用(yòng)A、B、C、D、E、F、G從(cóng)左至右依次分别表示七個位置的數碼管的名稱)
■ABCDEFG七位數碼管顯示屏的用(yòng)途
①用(yòng)來(lái)顯示磁通量的大(dà)小(xiǎo)
磁通量是指工(gōng)件在交變的磁場中能(néng)被磁化的強度,磁通量值的大(dà)小(xiǎo)用(yòng)電流值的大(dà)小(xiǎo)來(lái)表示。被測工(gōng)件的磁通量和(hé)它們的質量狀況在一定的檢測頻率下(xià)存在有着一定的邏輯對(duì)應關系,在坐(zuò)标圖上(shàng)近似于y=ax+b的直線關系,其中x表示工(gōng)件的質量狀況,如硬度、材料、硬化層的深度等;y表示對(duì)應于某一工(gōng)件質量狀況下(xià)的它的磁通量的大(dà)小(xiǎo);a、b表示某一常數。因此,通過磁通量大(dà)小(xiǎo)變化的規律可以判斷被測工(gōng)件在某一檢測頻率下(xià)的磁通量是否和(hé)它的質量狀況存在着近似于直線的對(duì)應關系。儀器判斷工(gōng)件質量狀況的好(hǎo)壞就是用(yòng)通過磁通量的變化規律來(lái)反映的。
儀器對(duì)磁通量的最大(dà)量程範圍爲—1999~+1999。
②用(yòng)來(lái)顯示在各種分選項目下(xià)被測工(gōng)件的質量(硬度、材料、含碳量、硬化層的深度、缺陷大(dà)小(xiǎo)等)數值的大(dà)小(xiǎo)。
③用(yòng)來(lái)反應被測工(gōng)件的質量狀況。
■ABCDEFG七位在不同的情況下(xià)所顯示内容的含義
●開(kāi)機後,在未接入探頭和(hé)未改變頻率的情況下(xià),顯示“1.0 0 0 0 0”,其中“1.0”表示開(kāi)機時(shí)的頻率爲100Hz,“0 0 0 0”表示開(kāi)機時(shí)磁通量爲0。
●開(kāi)機後,在已連接好(hǎo)探頭、頻率值已被改變且未進行其它任何相關操作(zuò)的情況下(xià),顯示“x.y a b c d”或“x.y— a b c d”,其中“x.y”表示某一頻率值的大(dà)小(xiǎo),“a b c d”表示某一磁通量的值,a前面顯示“—”表示負号、a前面無符号顯示,表示“+”号。
●顯示“x.y _ _ _ _”,其中“x.y”表示某一頻率值,“_ _ _ _”表示磁通量已超過+1999,
●顯示“x.y _ _ _ _”,其中“x.y”表示某一頻率值,“_ _ _ _”表示磁通量已低(dī)于—1999,。
●顯示“H 1 0 0 0.0”,其中“H 1”表示上(shàng)門(mén)限符号,“0 0 0.0”表示等待輸入上(shàng)門(mén)限的數值。
●顯示“L 0 0 0 0.0”,其中“L 0”表示下(xià)門(mén)限符号, “0 0 0.0”表示等待輸入下(xià)門(mén)限的數值。
●顯示“— — 0 0 0.0”,其中“— —”表示上(shàng)限符号,“0 0 0.0”表示等待輸入上(shàng)限的數值。
●顯示“L 0 0 0 0.0”,其中“L 0”表示下(xià)門(mén)限符号,“0 0 0.0”表示等待輸入下(xià)門(mén)限的數值。
●顯示“0 1≡0 0 0 0、0 2≡0 0 0 0、0 3≡0 0 0 0、⋯”,其中“0 l、0 2、0 3、⋯”表示标準樣件的号碼,“0 0 0 0”四位表示等待輸入标準樣件的數值。
●顯示“— — a b c.d* ,其中“— —”表示在合格範圍内,“a b c.d”
表示某一工(gōng)件的質量數據。
●顯示“— — a b c.d”,其中“— —”表示數據已超過上(shàng)限,“a b c. d”表示某一工(gōng)件的質量數據。
●顯示“- - a b c.d”,其中“- -”表示數據已低(dī)于下(xià)限,“a b c. d”表示某一工(gōng)件的質量數據)。
●顯示“H 1 — — — — .— ”,表示數據已超過上(shàng)門(mén)限值,此時(shí)數據不顯示。
●顯示“L 0 — — — — .— ”,表示數據已低(dī)于下(xià)門(mén)限值,此時(shí)數據不顯示。
●顯示“H 1 0 0 0 0”,其中“H 1”表示上(shàng)門(mén)限符号,“0 0 0 0”表示等待輸入上(shàng)門(mén)限磁通量的數據。
●顯示“— — 0 0 0 0”,其中“— — ”表示上(shàng)限符号,“0 0 0 0”表示等待輸入上(shàng)限磁通量的數據。
●顯示“_ _ 0 0 0 0”,其中“_ _ ”表示下(xià)限符号,“0 0 0 0”表示等待輸入下(xià)限磁通量的數據。
●顯示“L 0 0 0 0 0",其中“L 0” 表示下(xià)門(mén)限符号,“0 0 0 0”表示等待輸入下(xià)門(mén)限磁通量的數據。
●顯示“— — a b c d”,其中“— —”表示磁通量數據在合格範圍内,“a b c d”表示某一工(gōng)件磁通量的數據。
●顯示“— — a b c d”,其中“— —”表示磁通量數據超過上(shàng)限,“a b c d”表示某一工(gōng)件磁通量的數據。
●顯示“_ _ a b c d”,其中“_ _ ”表示磁通量數據低(dī)于下(xià)限。“a b c d”表示某一工(gōng)件磁通量的數據。
●顯示“H 1 — — — — —”,表示磁通量數據已超過上(shàng)門(mén)限值,此時(shí)磁通量的數據不顯示。
●顯示“L 0 — — — — —”,表示數據已低(dī)于下(xià)門(mén)限值,此時(shí)磁通量的數據不顯示。
●顯示“0 1. a b c d”、“0 2.— b a d c ”、“0 3. d c ab”、“⋯”,其中“0 1.”、“0 2.”、“0 3.”、“⋯”表示樣件的号碼,“a b c d”、“- b a d c”“d c a b”分别表示“1、2、3、⋯号”樣件磁通量的數值。
●顯示Err, 表示在操作(zuò)的過程中某一部驟有錯誤。
●顯示“8 8 8 8 8 8 8”時(shí)表示儀器程序已經出現(xiàn)故障。
注意:
①當A、B兩位數字表示頻率時(shí),在A、B兩位數字下(xià)方的光點不表示小(xiǎo)數點,當光點移動到(dào)A位的下(xià)方時(shí)可以改變A位置處數字的大(dà)小(xiǎo),當光點移動到(dào)B位的下(xià)方時(shí)可以改變B位置處數字的大(dà)小(xiǎo)。A、B兩位的數字可以通過鍵盤上(shàng)的數字鍵進行改變,改變數子,頻率的大(dà)小(xiǎo)也(yě)随之改變。
②在F和(hé)G之間的光點不可移動,表示顯示的數據最多隻有有一位小(xiǎo)數。
③在輸入數據的過程中,當D、E、F、G四位中某一位的數字有明(míng)暗跳動的時(shí)候,可以改變該位置處的數字的大(dà)小(xiǎo)。
④C位爲“正、負”符号位,負号顯示“一”、正号不顯示。隻有在進入“材質”分選程序需要輸入門(mén)限值時(shí)才可以選擇“正、負”号。
(3)補償電位器
①用(yòng)于改變探頭内磁通量的大(dà)小(xiǎo)。
②用(yòng)于調“0”點,使探頭内磁通量的值處于平衡狀态。
③用(yòng)于校準或調整有關檢測的數據。
④用(yòng)于調整“柱狀圖”、光标、波形圖的位置。
(4)電流選擇撥碼盤
是用(yòng)于選擇探頭功率大(dà)小(xiǎo)的數字式撥碼盤。
撥碼盤共分十檔,依次排序爲1、2、3、4、5、6、7、8、9、0,撥碼盤上(shàng)數字的大(dà)小(xiǎo)表示探頭功率的大(dà)小(xiǎo),0檔電流最小(xiǎo),9檔電流最大(dà)。電流的大(dà)小(xiǎo)直接影響到(dào)儀器靈敏度的大(dà)小(xiǎo),電流檔位越高(gāo),儀器的靈敏度就越高(gāo),反之,就越低(dī)。
(5)複位按鈕
在調試儀器或正常運行時(shí),按此按扭,清除顯示屏上(shàng)有關數據,使其回到(dào)開(kāi)機時(shí)的狀态。
(6)十六隻數字,功能(néng)輸入鍵,
①“0—9”十個數字鍵,用(yòng)于輸入數字。
②“←”爲左移鍵,“→”爲右移鍵,用(yòng)于進入或退出某項操作(zuò)。
●用(yòng)于改變所需輸入數據的位置,當移動到(dào)有明(míng)顯數據跳動的位置時(shí)可改變此處的數據。
●用(yòng)于選擇進入或退出“硬度、鋼種、定碳”三個分選項目程序。
●用(yòng)于選擇進入或退出限值、預值和(hé)運行狀态。
③“↑”爲上(shàng)翻閱鍵,用(yòng)于向上(shàng)檢查所輸入的數據。
④“↓”爲雙功能(néng)鍵,即可以作(zuò)爲下(xià)翻閱鍵,用(yòng)于向下(xià)檢查所輸入的數據;也(yě)可以作(zuò)爲确認鍵,用(yòng)于對(duì)所輸入數據、檢測項目、限值和(hé)預值狀态的确認。
⑤“DEL”爲删除鍵,用(yòng)于删除輸錯的标準樣件的數據。
⑥“結束”鍵用(yòng)于結束設置限值、預值程序。
(7)頻率指示燈
用(yòng)于表示進入頻率狀态指示,頻率指示燈顔色爲紅(hóng)色,該燈爲長亮(liàng)燈,開(kāi)機即亮(liàng)。
頻率的大(dà)小(xiǎo)可以通過改變A、B位數字的大(dà)小(xiǎo)來(lái)實現(xiàn),A、B位數字表示的頻率大(dà)小(xiǎo)爲:A×10 Hz,如A位顯示3,B位顯示2,頻率值則爲32×10=320 Hz,頻率改變的範圍爲0—990 Hz,頻率最小(xiǎo)改變單位爲10 Hz。
(8)硬度分選程序指示燈
用(yòng)于表示進入“硬度”分選狀态的指示燈,“硬度”分選指示燈的顔色爲綠色,隻有在進入硬度分選程序時(shí),此燈才亮(liàng)起。
進入“硬度”分選程序是對(duì)工(gōng)件的硬度值進行量化的一種分選方法,進入該程序後可以在數據屏幕上(shàng)顯示被測工(gōng)件的硬度值的大(dà)小(xiǎo)。
在各種硬度标尺下(xià),均可用(yòng)此方法進行分選。如:洛氏硬度、布氏硬度、維氏硬度 肖氏硬度等。
(9)鋼種分選程序指示燈
用(yòng)于表示進入“鋼種”分選程序的指示燈,鋼種分選指示燈的顔色爲綠色,隻有進入“鋼種”分選程序時(shí),此燈才亮(liàng)起。
進入“鋼種”分選程序,可以對(duì)不同鋼号的磁通量數據的變化範圍的設定來(lái)進行鋼種的分選。
應用(yòng)鋼種分選程序進行鋼種分選,需要通過觀察不同鋼種磁通量大(dà)小(xiǎo)變化的規律和(hé)它們的所對(duì)應的磁通量的範圍,最後确定分選的門(mén)限範圍。
(10)定碳分選程序指示燈
用(yòng)于表示進入“定碳”分選程序的指示燈,“定碳”分選指示燈的顔色爲綠色,隻有在進入“定碳”分選程序時(shí),此燈才亮(liàng)起。
這(zhè)種分選方法是對(duì)工(gōng)件的碳含量進行量化的一種分選方法。進入“定碳”分選程序可以在數據屏幕上(shàng)顯示被測工(gōng)件碳含量的大(dà)小(xiǎo)。
(11)限值指示燈
用(yòng)于表示進入需要設定工(gōng)件質量合格範圍程序的指示燈。該燈的的顔色爲綠色,隻有進入有關分選項目需要進行門(mén)限設定時(shí),此燈才亮(liàng)起。
門(mén)限設置的原則是:上(shàng)門(mén)限之上(shàng)限≥下(xià)限≥下(xià)門(mén)限
(12)預值
用(yòng)于表示進入了(le)需要設置标準樣件數值程序的指示,該燈的的顔色爲綠色,隻有在進入有關分選項目需要輸入标準樣件數值時(shí),此燈才亮(liàng)起。
(13)運行指示燈。
表示進入分選工(gōng)作(zuò)指示,該燈的顔色爲綠色。
(14)下(xià)限報(bào)警燈。
此燈顔色爲黃色,黃燈亮(liàng)時(shí)表示工(gōng)件的質量參數低(dī)于質量标準的下(xià)限。
(15)合格報(bào)警燈。
此燈顔色爲綠色,綠燈亮(liàng)時(shí)表示工(gōng)件的質量參數在合格範圍内。
(16)上(shàng)限報(bào)警燈。
此燈顔色爲紅(hóng)色,紅(hóng)燈亮(liàng)時(shí)表示工(gōng)件的質量參數超過質量标準的上(shàng)限。
(17)上(shàng)限信号輸出接口(選用(yòng))
(18)合格信号輸出接口(選用(yòng))
(19)下(xià)限信号輸出接口(選用(yòng))
(20)電源選擇、關閉開(kāi)關。
用(yòng)于選擇選擇供電方式和(hé)關機狀态。
(21)探頭插座I,用(yòng)于連接平衡探頭。
(22)探頭插座II,用(yòng)于連接檢測探頭。
(23)交流電源插座(内置保險絲及備用(yòng)1A保險絲一支)。
(三)檢測探頭
1、探頭的功能(néng)和(hé)作(zuò)用(yòng)
探頭是用(yòng)于将被測工(gōng)件在探頭内的激磁電流傳送給儀器主機進行處理(lǐ)的一種傳感器。根據不同的檢測項目,儀器可連接不同的探頭。探頭選用(yòng)的合适與否将直接影響到(dào)分選的結果。
2、探頭的種類
(1)套筒式探頭
●套筒式探頭外(wài)型圖
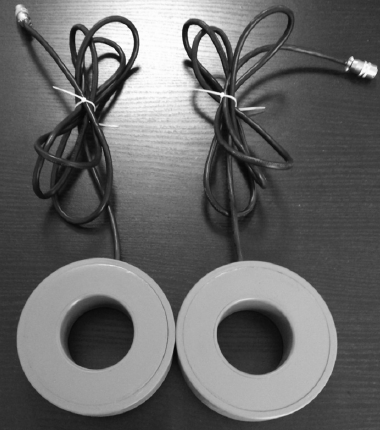
●形 狀:空(kōng)心圓柱體
●内孔尺寸:φ15、φ25、φ50、φ75、φ100、φ125、φ150、φ200、φ250、φ300、φ350 (mm)。
●高(gāo) 度:30-50(mm)。
●特 點:靈敏度一般,可滿足一般工(gōng)件的檢測需要。
●适用(yòng)範圍:線材、管材、棒材、汽車零部件、标準件、鑄鍛件、齒輪件等。
●使用(yòng)要求:
①在使用(yòng)套筒式探頭時(shí),需要同規格尺寸的探頭配對(duì)使用(yòng)。在兩隻探頭中任選一個爲檢測探頭,另一隻則作(zuò)爲對(duì)稱探頭,在使用(yòng)儀器分選時(shí)需在對(duì)稱探頭中放(fàng)入被測工(gōng)件中的任意一件,在對(duì)稱探頭中工(gōng)件的位置應和(hé)檢測探頭中工(gōng)件的位置一緻。
②分選時(shí)應保證每一隻被測工(gōng)件在檢測探頭内的位置都一緻,對(duì)于體積小(xiǎo)及長度較短的工(gōng)件爲了(le)保證工(gōng)件在檢測探頭内的同一位置,需用(yòng)定位裝置。
③長度大(dà)于1000mm以上(shàng)的工(gōng)件,應将工(gōng)件套進探頭内不低(dī)于300mm。
④被測工(gōng)件的體積一般要求占探頭内孔體積90%以上(shàng)。
(2)平面探頭
●平面式探頭外(wài)型圖

●形 狀:圓柱型。
●标準尺寸:直徑×高(gāo)度=φ75×70 (mm)。
●特 點:靈敏度較高(gāo),探頭的檢測面是一個圓型平面,适合有一定的檢測平面且材料成分接近,硬度分辯範圍較小(xiǎo)、探傷等情況下(xià)使用(yòng)。
●适用(yòng)範圍:軸承零部件、帶鋼、闆材、機床軌道(dào)、較小(xiǎo)的零部件等。
●使用(yòng)要求:
①将工(gōng)件接觸探頭的檢測面
②對(duì)于不同的被測工(gōng)件,在探頭的檢測面上(shàng)需要做相應的定位夾具,每一個被檢工(gōng)件在探頭檢測面上(shàng)的位置都相同。
(3)筆(bǐ)式探頭
●筆(bǐ)式探頭外(wài)型圖

●形 狀:圓柱型。
●規格尺寸:直徑×高(gāo)度=φ40mm×120mm。
●特 點:筆(bǐ)式探頭靈敏度較高(gāo)。探頭的檢測面有一個小(xiǎo)的圓型平面,适合檢測零件的局部硬度。
●使用(yòng)範圍:曲軸類零件的硬度及硬化層的深度,體積較小(xiǎo)的零部件等。
●使用(yòng)要求:
①使用(yòng)時(shí)需将檢測面接觸被測工(gōng)件所需要檢測的部位。
②需要做筆(bǐ)式探頭夾具,确保探頭每次接觸工(gōng)件的位置都一緻,避免因檢測時(shí)探頭和(hé)工(gōng)件之間的位置不穩定而帶來(lái)的測量誤差。
(4)矩形式探頭
●矩形式探頭外(wài)型圖

●形 狀:方型、長方形。
●内孔尺寸(長×寬×高(gāo)):20×40×40、30×50×40、40×60×40、50×60×40、⋯(mm)。
●特 點:可滿足有特殊靈敏度要求的工(gōng)件。
●使用(yòng)範圍:适合不規則的具有複雜(zá)結構等零部件的檢測。
●使用(yòng)要求:
①分選時(shí)應保證每一隻被測工(gōng)件在探頭内的位置都一緻,對(duì)于體積小(xiǎo)及長度較短的工(gōng)件爲了(le)保證工(gōng)件在探頭内的同一位置,需用(yòng)定位裝置。
②被測工(gōng)件的體積一般要求占探頭内孔體積90%以上(shàng)檢測效果較好(hǎo)。
(5)非标探頭
非标準探頭的形狀、内孔尺寸和(hé)高(gāo)度可按工(gōng)件具體尺寸和(hé)檢測條件定制。
(四)與外(wài)圍設備的連接
1、與自(zì)動分選機構的連接
儀器設置了(le)三個信号輸出口,可分别提供上(shàng)限、合格、下(xià)限三路直流5V輸出。爲連接自(zì)動線提供了(le)方便。
2、可和(hé)PLC連接。
3、可和(hé)外(wài)圍報(bào)警設備連接。
六 如何使用(yòng)檢測儀
(一)分選前的準備工(gōng)作(zuò)
1、制備标準樣件。
根據不同的分選項目,應制備相應的标準樣件。
(1)混料樣件的制備
用(yòng)化學分析法、破壞法以及其他(tā)方法,在每一種混料材料中制備不少于兩件以上(shàng)的标準樣件。
(2)硬度樣件的制備
樣件數量:樣件的數量不少于3根
制備的方法:用(yòng)硬度計(jì)在被測工(gōng)件的表面均勻的測出不少于3點的平均硬度。
樣件之間的硬度差别:3根樣件最少有2根樣件的硬度差别(以洛氏硬度标尺爲标準)要大(dà)于2HRC以上(shàng)。
(3)硬化層深度樣件的制備
樣件數量:樣件的數量不少于3根
制備的方法:用(yòng)酸洗或硬度法和(hé)分選儀相配合制備硬化層的深度樣件。具體方法請(qǐng)參照下(xià)一節中的硬化層深度分選實例中所介紹的方法。
樣件之間的硬化深度差别:3隻樣件中最少有2隻硬化層差别要大(dà)于0.2m以上(shàng)。
(4)缺陷和(hé)組織結構差異樣件的制備
樣件數量:好(hǎo)壞兩種樣件的數量各不少于2根
制備的方法:用(yòng)觀察法、金(jīn)相法或其它方法找出好(hǎo)壞工(gōng)件。
缺陷的标準:根據用(yòng)戶的提供的樣件的标準。
(5)碳含量的樣件的制備
樣件數量:樣件的數量不少于3根
制備的方法:用(yòng)化學分析法測出被測材料的含碳量。
樣件之間含碳量的差别:兩隻樣件之間含碳量的差别不得小(xiǎo)于0.03%
(6)熱處理(lǐ)狀态混雜(zá)的樣件的制備
樣件數量:每種熱處理(lǐ)狀态樣件的數量不少于2根
制備的方法:用(yòng)硬度計(jì)或金(jīn)相法制取。
(7)強度樣件的制各
樣件數量:樣件的數量不少于3根。
制備的方法:用(yòng)拉力試驗機和(hé)分選儀相接合的方法,先用(yòng)分選儀在被測工(gōng)件中,找出在儀器上(shàng)顯示同一磁通值的工(gōng)件共5雙,然後在每對(duì)工(gōng)件中各取一隻用(yòng)拉力試驗機測出它們的強度值, 其餘沒有被拉5件工(gōng)件的強度值就是分别和(hé)它們有相同磁通值的已測5件工(gōng)件的強度值。
樣件之間強度值差别:至少有兩隻樣件之間強度值的差别不得少于10MPa。
注意:各種樣件制備的詳細方法,在第七章中将詳細介紹。
2、選擇合适的檢測探頭
根據被測工(gōng)件的規格尺寸、形狀及表面狀态,選擇合适的檢測探頭。
3、制做工(gōng)件在探頭上(shàng)(内)的定位夾具
根據工(gōng)件尺寸和(hé)探頭的尺寸的比例、探頭與被測工(gōng)件的相對(duì)位置以及探頭所需要檢測被測工(gōng)件的位置來(lái)制作(zuò)定位夾具,以确保每一個被測工(gōng)件的位置相對(duì)探頭的位置都相同。制作(zuò)夾具的材料應爲非金(jīn)屬類材料,如塑料、木(mù)材、尼龍等材料。
(二)使用(yòng)儀器的操作(zuò)程序
l、将儀器置于非金(jīn)屬工(gōng)作(zuò)台上(shàng)
2、連接探頭和(hé)儀器。
(1)使用(yòng)套筒式、方型、矩形探頭時(shí),将兩根專用(yòng)連接線的一端分别插入兩隻
探頭的插座内,再将兩根連接線的另一端分别插入儀器的I、II插座内。
(2)使用(yòng)筆(bǐ)式、平面探頭時(shí),将探頭上(shàng)連線的兩個插頭分别插入儀器的I、II兩個探頭插座中。
注意:連接時(shí),應将插頭和(hé)插座上(shàng)的凸凹對(duì)齊插入。
3、将儀器電源連接線插頭插入儀器後面闆上(shàng)電源插座中,再将另一端插頭插入220V、50Hz單項交流電源插座中。
4、打開(kāi)電源開(kāi)關
使用(yòng)交流電時(shí)将儀器後面闆上(shàng)電源開(kāi)關撥到(dào)打開(kāi)位置。
5、檢查儀器顯示是否正常。
6、檢查探頭和(hé)儀器是否連接正常。
檢查方法:旋轉補償旋鈕,如果磁通量的值随着補償旋鈕的位置的改變在增加或減少,在不同的分選界面下(xià),光标的位置随着補償旋鈕的位置的改變而改變,證明(míng)探頭和(hé)儀器連接正常,反之,需要重新連接探頭和(hé)儀器。
7、用(yòng)和(hé)儀器上(shàng)I号探頭插座相連接的探頭做平衡探頭,用(yòng)和(hé)儀器上(shàng)II号探頭插座相連接的探頭做檢測探頭。(在硬度分選、碳含量分選、硬化層深度分選中,硬度值、碳含量值、硬化層深度值的大(dà)小(xiǎo)應和(hé)柱狀條的位置呈高(gāo)低(dī)對(duì)應關系,如果在分選中不是這(zhè)種對(duì)應關系,也(yě)可以将I号探頭做檢測探頭, II号探頭做平衡探頭以滿足上(shàng)述對(duì)應關系。) I号和(hé)II号探頭之間的距離應保持在50cm以上(shàng), I号和(hé)Ⅱ号探頭周圍20cm内不應有被測工(gōng)件或其它鐵(tiě)磁性物質。
8、調“0”點,在探頭内無工(gōng)件的狀态下(xià),旋轉補償旋鈕,使磁通量的值爲“0”左右,相應的光标的位置應在坐(zuò)标的“0”線附近。
9、在平衡探頭内放(fàng)入任意一件被測工(gōng)件。在分選或調試儀器的過程中,不允許随便挪動平衡探頭的位置,平衡探頭内工(gōng)件的位置要和(hé)檢測探頭内工(gōng)件的位置保持一緻。
10、根據不同的分選項目選擇相應的分選界面。
11、在不同的分選界面下(xià),選擇合适的檢測電流和(hé)檢測頻率。
(1)選擇适當的檢測電流值。
根據電流選擇的方法,針對(duì)不同的分選項目和(hé)工(gōng)件,選擇适當的檢測電流。
如何選擇較佳的檢測電流,應視(shì)被測工(gōng)件的具體條件而定。如:要将20#鋼和(hé)40#鋼分開(kāi),如果電流檔次選l檔,這(zhè)時(shí)兩根樣件20#鋼和(hé)40#鋼在液晶顯示屏上(shàng)的差值爲20左右,用(yòng)眼睛觀察并不明(míng)顯,這(zhè)時(shí),可将電流檔次增加爲5檔,在液晶顯示屏上(shàng)兩根樣件分别對(duì)應于“—6 0”和(hé)“7 0”處,差值爲7 0—(—60)=130,兩根樣件的差别增大(dà)了(le),這(zhè)時(shí),儀器的靈敏度就增加了(le),用(yòng)眼睛觀察較爲明(míng)顯,要使靈敏度更高(gāo),可再增加電流檔次,直到(dào)覺得滿意爲止。
(2)選擇适當的檢測頻率。
●爲什(shén)麽要選擇檢測頻率:
不同的被測工(gōng)件,隻有在一定的檢測頻率下(xià),它們質量狀況的好(hǎo)壞才和(hé)它們的磁通量有着一定的邏輯對(duì)應關系,爲了(le)找準這(zhè)一對(duì)應關系,通常需要改變檢測頻率才能(néng)達到(dào),隻有找到(dào)合适的檢測頻率,才能(néng)對(duì)工(gōng)件進行正确的分選。
●選擇頻率大(dà)小(xiǎo)的一般規則:
一般而言,檢測頻率越低(dī),對(duì)工(gōng)件由表及内檢測的深度就越深,檢測頻率越高(gāo),對(duì)工(gōng)件由表及内檢測的深度就越淺。混料分選一般用(yòng)低(dī)頻(70Hz~150Hz),硬度分選一般用(yòng)中頻(110~330Hz左右),裂紋一般用(yòng)中高(gāo)頻(330~900Hz左右)。由于各種被測工(gōng)件的狀态的不确定性,對(duì)于頻率的選擇有一定的要求,因此,檢測頻率的選擇應根據被測工(gōng)件的實際情況而定。
●如何選擇适當的檢測頻率
在準備的标準樣件中,任取一隻放(fàng)入探頭内,調整補償旋鈕,使磁通量的值爲0,然後逐一将它們放(fàng)入探頭内,記下(xià)它們各自(zì)所對(duì)應的磁通量的值,如果磁通量的大(dà)小(xiǎo)和(hé)它們的質量狀況(硬度、硬化層的深度、材料種類、碳含量等)存在着近似于y=ax+b的邏輯對(duì)應關系,證明(míng)該檢測頻率選則合适,反之需重新選擇檢測頻率。
如一組需要分選硬度的工(gōng)件,其中有5隻樣件,用(yòng)洛氏硬度計(jì)測出它們的硬度值和(hé)分别用(yòng)70Hz和(hé)230Hz所測得的磁通量之間的對(duì)應關系如下(xià)表所示:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
|
硬度值 |
27HRC |
28.5HRC |
30HRC |
31HRC |
|
磁通值(頻率70Hz) |
-30 |
-35 |
-20 |
-0 |
|
磁通值(頻率230Hz) |
-30 |
-0 |
20 |
41 |
從(cóng)上(shàng)面的表格的數據可以看(kàn)出,在230Hz的檢測頻率下(xià),硬度值和(hé)磁通值之間基本上(shàng)存在着一一的對(duì)應的關系,即硬度增大(dà)磁通值也(yě)随着增大(dà),而70Hz的檢測頻率下(xià),硬度值和(hé)磁通值之間則不存在着有規律性的對(duì)應關系。因此,該批工(gōng)件适合的檢測頻率爲230Hz。
對(duì)于任何分選項目下(xià)的某種規格的工(gōng)件,在第一次分選時(shí)都需要尋找合适的檢測頻率,如果選定了(le)檢測頻,以後即可直接使用(yòng)此檢測頻率,無需再重新尋找檢測頻率。
注意:
如果需要改變檢測頻率,請(qǐng)在未進入分選程序前進行,所選擇的頻率值應避免是工(gōng)頻頻率50Hz的整數倍。
12、在不同的分選項目下(xià),根據标準樣件的值,設置分選的合格範圍。
根據分選項目的要求,可分别在液晶顯示屏上(shàng)和(hé)數字顯示屏上(shàng)進行相關的合格範圍的設定。
(1)在液晶顯示屏上(shàng)設定分選的合格範圍。
①根據有關檢測要求調試好(hǎo)儀器的檢測參數。
②在被測工(gōng)件中,将代表某一工(gōng)件質量标準上(shàng)限的樣件放(fàng)入探頭内,将光标位置調節在橫坐(zuò)标線正方向的某一刻度位置(如+40處),按動設置上(shàng)限的按鈕,确定H線的位置。
③在被測工(gōng)件中,将代表某一工(gōng)件質量标準下(xià)限的樣件放(fàng)入探頭内,觀察光标的位置。如果光标的位置在H線的左邊,且有一定的距離,按動設置下(xià)限的按鈕,确定L線的位置。如果将代表某一工(gōng)件質量标準下(xià)限的樣件放(fàng)入探頭内,發現(xiàn)光标的位置不是在H線的左邊,可以将I和(hé)II号探頭對(duì)掉,按照以上(shàng)方法重新操作(zuò)一次。
④觀察光标的位置,當光标落在L線的左邊、H線和(hé)L線之間、H線的右邊分别表示不同的材料或熱處理(lǐ)的狀态。當光标落在L線的左邊時(shí)黃燈亮(liàng)起、在H線和(hé)L線之間時(shí)綠燈亮(liàng)起、在H線的右邊時(shí)紅(hóng)燈亮(liàng)起。
(2)在數字顯示屏上(shàng)設定分選的合格範圍。
■設定“硬度”分選程序的步驟
●按“→”鍵使硬度燈亮(liàng)。
●按“↓”鍵使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0.0”。
●輸入上(shàng)門(mén)限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0.0”。
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0.0”。
●輸入下(xià)限值。
●按“↓”鍵,出現(xiàn)“L 0 0 0 0.0”。
●輸入下(xià)門(mén)限值。
●按“結束”鍵。
●按右移鍵“→”,使“預值”燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”。
●輸入1号标準樣件的硬度值。
●連續按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
●将l号标準件取出,再放(fàng)入2号标準樣件。
●輸入2号标準樣件的硬度值。
●按“↓”鍵。
●按“結束”鍵。
●按右移鍵“→”,使“運行”燈亮(liàng)。
●按“↓”鍵。這(zhè)時(shí)顯示的就是2件标準樣件的硬度值。
注意:
▲輸入數據時(shí),所輸數據的數位一定要一緻。
▲硬度分選門(mén)限設置的原則是:上(shàng)門(mén)限>上(shàng)限>下(xià)限>下(xià)門(mén)限
▲輸入程序的過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯誤,請(qǐng)返回重新輸入。
▲标準樣件的值一般隻輸件樣件的值就可以了(le)。
■設定“鋼種”分選程序的步驟
●在被測工(gōng)件的樣件中任取一件放(fàng)入探頭内
●調整補償旋鈕使磁通量顯示爲0左右。
●然後依次将其它樣件放(fàng)入探頭内并記下(xià)它們所對(duì)應的磁通量的值。
●确定磁通量的上(shàng)門(mén)限、上(shàng)限、下(xià)限、下(xià)門(mén)限的值。
●按“→”鍵兩次,使“鋼種”燈亮(liàng)。
●再按“↓”鍵,使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0 0”。
●輸入上(shàng)門(mén)限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0 0”
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0 0”。
●輸入下(xià)限值。
●按“↓”鍵,出現(xiàn)“L 0 0 0 0 0”
●輸入下(xià)門(mén)限值。
●按“結束”鍵。
●再按“→”鍵,使“運行”燈亮(liàng)。●按“↓”鍵。
注意:
①輸入的數據均是被測工(gōng)件的磁通量。
②輸入數據時(shí),所輸數據的數位一定要一緻。
③材質分選門(mén)限設置的原則是:上(shàng)門(mén)限≥上(shàng)限≥下(xià)限≥下(xià)門(mén)限
④在“C”位需要輸入“+、—”符号時(shí),數字鍵“0”代表“+”,數字鍵“1”代表“—”号。
⑤輸入程序的過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯誤,請(qǐng)返回重新輸入。
■設定“定碳”分選程序的步驟
●按“→”三次,使“定碳”燈亮(liàng)。
●按“↓”鍵,使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0 0”。
●輸入上(shàng)門(mén)限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0 0”。
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0 0”。
●輸入下(xià)限值。
●按“↓”鍵。出現(xiàn)“L 0 0 0 0 0”。
●輸入下(xià)門(mén)限值。
●按“結束”鍵。
●按“→”鍵,使“預值”燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”時(shí)。
●輸入1号标準樣件的含碳量值。
●按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
●将1号标準件取出,放(fàng)入2号标準樣件。
●輸入2号标準樣件的含碳量值。
●按“↓”鍵。
●按“結束”鍵。
●按“→”鍵,使“運行”燈亮(liàng)。
●按“↓”鍵,顯示2号标準樣件的含碳量值。
注意:
①輸入數據時(shí),所輸數據的數位一定要一緻。
②定碳分選門(mén)限設置的原則是:上(shàng)門(mén)限>上(shàng)限>下(xià)限>下(xià)門(mén)限
③輸入程序的過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯誤,請(qǐng)返回重新輸入。
13、将被測工(gōng)件逐一地放(fàng)入探頭内,在不同的分選項目下(xià),根據屏幕上(shàng)光标的位置、數據的大(dà)小(xiǎo)以及報(bào)警的聲音(yīn)、指示燈的顔色将工(gōng)件分類存放(fàng)。
注意:
以上(shàng)操作(zuò)步驟,無論硬度、混料、碳含量、缺陷、硬化層深度、熱處理(lǐ)狀态、組織結構差異的分選,都是進行分選的基本步驟。在下(xià)一章中,我們将舉實例詳細介紹在各種分選項目下(xià)如何使用(yòng)儀器。
七 檢測實例
(一)硬度分選實例
1、案例
某廠(chǎng)發現(xiàn)一批直徑爲φ10,長度爲25mm高(gāo)強度螺栓經熱處理(lǐ)後硬度達不到(dào)技術要求。該型号螺栓的硬度要求範圍是HRC:27—33,要求将不符合硬度範圍的螺栓用(yòng)無損檢測的方法去除。
2、分選步驟
(1)按有關程序做好(hǎo)儀器操作(zuò)前的準備工(gōng)作(zuò)。
(2)選擇内徑爲φ12套筒探頭。
(3)将探頭和(hé)儀器連接好(hǎo),并調“0”。
(4)制備标準樣件。
①在該批螺栓中任選10件,編号1—10;
②用(yòng)洛氏硬度計(jì)分别測出他(tā)們的實際硬度并列表如下(xià):
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
25 |
26 |
29 |
33 |
27.5 |
26 |
36 |
35 |
31 |
30 |
(5)選擇檢測頻率爲170Hz,檢測電流8檔。
(6)按動界面切換按紐,切換到(dào)硬度分選界面。
(7)在被測的螺栓中任取一件放(fàng)在對(duì)稱探頭中。
(8)将樣件中硬度最低(dī)的一件放(fàng)入檢測探頭内,調整補償旋紐使光标圖頂端落在縱座标刻度線上(shàng)約+10處,然後依次将其餘9件分别放(fàng)入檢測探頭内,觀察光标位置高(gāo)低(dī)以及磁通量數字的大(dà)小(xiǎo)是否和(hé)硬度計(jì)檢測的結果有一定的對(duì)應關系。如果沒有一定的對(duì)應關系,可重新選擇檢測頻率和(hé)電流的檔次,直至有一定的對(duì)應關系爲止。經過調整,發現(xiàn)在選擇頻率230Hz,電流8檔的情況下(xià),儀器顯示結果和(hé)硬度計(jì)檢測的結果有一定規律的對(duì)應關系,儀器所顯示的各樣件磁通量的值和(hé)實際硬度值對(duì)照表如下(xià):
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
28 |
25 |
33 |
34 |
27 |
29 |
31 |
35 |
32 |
26 |
|
磁通值 |
40 |
30 |
160 |
180 |
20 |
82 |
160 |
115 |
170 |
40 |
硬度值和(hé)磁通量值對(duì)應關系見坐(zuò)标圖(1)
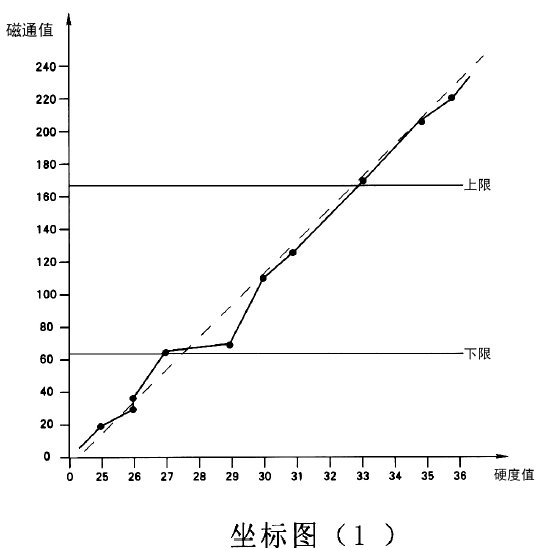
從(cóng)坐(zuò)标圖上(shàng)可以看(kàn)出硬度值和(hé)磁通量對(duì)應關系近似于線性關系,因此,可以通過儀器進行分選。
(9)選擇分選的方式
通過對(duì)以上(shàng)樣件的檢測,可選擇觀察光标圖的位置高(gāo)低(dī)(稱爲A方法)和(hé)顯示硬度值兩種方法進行硬度分選(稱爲B方法)。
①選擇5号件HRC27作(zuò)爲光标圖的下(xià)限,選擇4号件HRC33作(zuò)爲光标圖的上(shàng)限。
②将5号件放(fàng)入探頭内,調整補償旋鈕使光标圖頂端落在縱坐(zuò)标線刻度+10處左右,按動“設置下(xià)限”按鈕,确定L線的位置。取出5号件,将4号件放(fàng)入探頭内,按下(xià)“設置上(shàng)限”按紐确定上(shàng)限線“H”的位置。(爲了(le)使表示硬度波動範圍的光标圖的位置顯示在液晶屏的可視(shì)區(qū)域,我們将磁通量的值向負方向平移50-個單位左右。)
③觀察光标圖的位置,凡柱狀圖的頂端在“L”和(hé)“H”線之間則爲合格件,否則爲不合格件。也(yě)可以根據指示燈的顔色和(hé)報(bào)警聲音(yīn)判斷工(gōng)件的合格與否。
B方法:
選擇3号和(hé)9号件作(zuò)爲儀器設标用(yòng)的标準樣件(當然也(yě)可以選擇其它任意兩隻作(zuò)爲标準樣件,隻要兩隻樣件的硬度差别大(dà)于2HRC以上(shàng)就可以)。确定門(mén)限值爲:上(shàng)門(mén)限4 0、上(shàng)限3 3、下(xià)限2 7、下(xià)門(mén)限20。
操作(zuò)步驟:
第1步:将3号件放(fàng)入檢測探頭内, 按“→”使“硬度”燈亮(liàng)起。
第2步:按“↓”鍵使“限值”燈亮(liàng)。
第3步:按“↓”鍵,出現(xiàn)“H 1 0 0 0 .0”。
第4步:輸入上(shàng)門(mén)限40。
第5步:按“↓”鍵,出現(xiàn)“- - 0 0 0 .0”。
第6步:輸入上(shàng)限值33。
第7步:按“↓”鍵,出現(xiàn)“_ _ 0 0 0 .0”。
第8步:輸入下(xià)限值20。
第9步:按“↓”鍵,出現(xiàn)“L 0 0 0 0 .0”。
第10步:輸入下(xià)門(mén)限值20。
第11步:按“結束”鍵。
第12步:按“→”鍵,“預值”燈亮(liàng)。
第13步:按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”
第14步:輸入3号标準樣件的硬度值29。
第15步:連續按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
第16步:将3号标準件取出,放(fàng)入9号标準樣件。
第17步:輸入9号标準樣件的硬度值31。
第18步:按“↓”鍵。
第19步:按“結束”鍵。
第20步:按“→”鍵,“運行”燈亮(liàng)。
第21步:按“↓”鍵。顯示“- - 3 1.0”,表示9号标準樣件的硬度爲33,在合格範圍内。
第22步:取出9号件并将3号件放(fàng)入探頭内,觀察數碼管數字顯示值是否是29左右(由于放(fàng)入探頭内的工(gōng)件位置前後有所差别,數據顯示可能(néng)是29.2或者28.7等均屬正常),如果再次顯示數據和(hé)29的差别較大(dà),則應檢查工(gōng)件每次在探頭内的位置是否一緻,操作(zuò)程序是否正确。
第23步:依次将工(gōng)件放(fàng)入探頭内,可測得每一工(gōng)件的實際硬度值。
第24步:根據每一工(gōng)件硬度值的大(dà)小(xiǎo),分類存放(fàng)。也(yě)可以根據指示燈的顔色和(hé)報(bào)警聲音(yīn)判斷工(gōng)件的合格與否。
注意事(shì)頂:
①在上(shàng)述分選實例中,儀器所測得工(gōng)件的磁通量和(hé)工(gōng)件的實際硬度值存在着有規律的線性關系,在坐(zuò)标圖上(shàng)反應出一條近似直線關系,我們通常稱它爲單值關系。但(dàn)是在實際生産中,由于材料成份的波動,不同的熱處理(lǐ)狀态和(hé)爐号往往會(huì)造成工(gōng)件的實際硬度和(hé)工(gōng)件在儀器上(shàng)所測得的磁通量的值不是單值關系,而是曲線關系,造成一個磁通量的數據對(duì)應着兩個硬度值或多個硬度值,我們稱之爲雙值或多值關系,出現(xiàn)這(zhè)種情況會(huì)給硬度分選工(gōng)作(zuò)造成一定的困難。但(dàn)是,我們可以用(yòng)坐(zuò)标圖來(lái)反映硬度值和(hé)磁通量的對(duì)應關系,在硬度值和(hé)磁通量的對(duì)應關系曲線上(shàng)找到(dào)近似單值關系的那一段直線,而将存在雙值關系的曲線一次切掉或兩次切掉,這(zhè)種分選方法叫做一刀(dāo)切法,如二刀(dāo)切法。用(yòng)一刀(dāo)切和(hé)二刀(dāo)切的分選方法往往會(huì)把一些(xiē)合格件誤判成不合格件而分選出去,造成一定的浪費,但(dàn)是用(yòng)戶可以根據實際情況選擇是否采用(yòng)此種方法。
關于雙值關系的硬度分選,現(xiàn)舉例如下(xià):
在一批工(gōng)件中(硬度合格範圍爲26—33HRC),任選10件,将它們的實際硬度值和(hé)它們在儀器上(shàng)所測得的磁通量列表如下(xià):
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
28 |
25 |
33 |
34 |
27 |
29 |
31 |
35 |
32 |
26 |
|
磁通值 |
40 |
30 |
160 |
180 |
20 |
82 |
160 |
115 |
170 |
40 |
硬度值和(hé)磁通量值對(duì)應關系見坐(zuò)标圖(2)
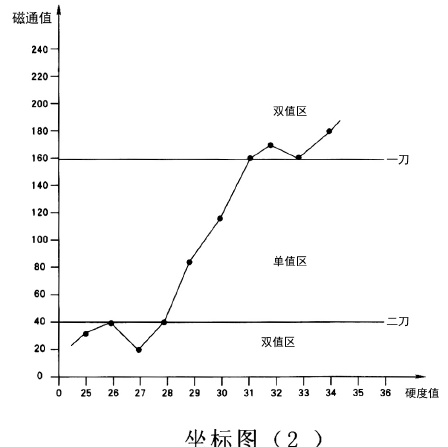
從(cóng)以上(shàng)坐(zuò)标圖上(shàng)可以看(kàn)出,磁通量從(cóng)+40~+160之間和(hé)硬度值存在着單值關系,在+160以上(shàng)和(hé)+40以下(xià)硬度值和(hé)磁通量之間存在着雙值關系。根據以上(shàng)情況,我們可以用(yòng)二刀(dāo)法分選。第一刀(dāo):在磁通量160以上(shàng)切除,第二刀(dāo)在磁通量40以下(xià)切除,這(zhè)樣我們就通過兩刀(dāo)法将+40~+160之間合格硬度工(gōng)件挑選了(le)出來(lái),而一些(xiē)硬度本來(lái)合格的工(gōng)件卻被錯誤的判成了(le)不合格件。
注意:
存在着雙值關系的工(gōng)件,不能(néng)用(yòng)B方法進行分選,隻能(néng)在找出切割點後用(yòng)A方法進行分選。
②在硬度分選中,如果存在着材料混料,熱處理(lǐ)狀态混料,缺陷、尺寸嚴重偏差,組織結構偏差,表面嚴重脫碳等和(hé)标準件不一樣狀态的工(gōng)件,用(yòng)B方法所測得的數據,不能(néng)反映工(gōng)件的實際硬度值。
③在硬度分選中,樣件的準備十分重要。樣件的材料、表面狀态、規格尺寸,熱處理(lǐ)的工(gōng)藝狀态和(hé)爐号必須一緻,同時(shí)不允許有缺陷存在。
硬度樣件可用(yòng)如下(xià)兩種方法取得:
●在一批工(gōng)件中,用(yòng)機械式硬度計(jì)均勻的在工(gōng)件表面測三點,三點硬度差别不應過大(dà),表面存在硬點、硬帶、軟點、軟帶的工(gōng)件均不得做爲标準樣件。在所準備的樣件中,如果有硬度範圍上(shàng)、下(xià)限的樣件,可以直接用(yòng)A方法進行分選。如果找不到(dào)硬度範圍上(shàng)、下(xià)限的樣件,可以通過調補償旋鈕找出上(shàng)限硬度值和(hé)下(xià)限硬度值所對(duì)應的“H”線和(hé)“L”線的位置,然後再用(yòng)A方法進行分選。
●在一批工(gōng)件中,抽取若幹根,用(yòng)A方法觀察光标圖的幅度和(hé)每根工(gōng)件在儀器上(shàng)所顯示的磁通量的數據,在其中找出最大(dà)和(hé)最小(xiǎo)一根,再用(yòng)機械式硬度計(jì)測出它們的實際硬度值,如果它們的硬度差值大(dà)于2URC,可用(yòng)此兩根作(zuò)爲樣件,用(yòng)B方法進行分選。用(yòng)這(zhè)種方法找樣件比較有目标性。
(二)含碳量分選實例
某廠(chǎng)發現(xiàn)一批已購進直徑爲φ430mm,長度爲8米的45号圓鋼含碳量超标,要求将含碳量超标的工(gōng)件去除。(含碳量标準爲0.42%—0.48%)
l、做好(hǎo)儀器分選前的準備工(gōng)作(zuò)。
2、選擇φ32筒通探頭。
3、連接儀器和(hé)探頭并調“0”。
4、制備樣件。
(1)在該批材料中,任取5根,編号1—5,并取樣化驗。
(2)化驗後結果如下(xià)表所示:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
|
含碳量 |
0.50 |
0.44 |
0.47 |
0.42 |
0.39 |
5、選擇電流6檔,頻率70Hz。
6、将圓鋼水(shuǐ)平的放(fàng)在V型支架之上(shàng),将探頭依次套入圓鋼離頭部約30cm處,使探頭的端面垂直于圓鋼軸向表面并直接挂在圓鋼上(shàng)。
7、按動界面切換按鈕,選擇碳含量分選光标圖界面。
8、将探頭套入5号件,調整補償旋紐使光标圖的頂端在縱坐(zuò)标的刻度約+10處,依次将其它工(gōng)件放(fàng)入探頭内,得到(dào)如下(xià)數據表:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
|
含碳量 |
0.50 |
0.44 |
0.47 |
0.42 |
0.39 |
|
磁通量 |
78 |
44 |
58 |
35 |
20 |
含碳量和(hé)磁通量值對(duì)應關系見坐(zuò)标圖(3)
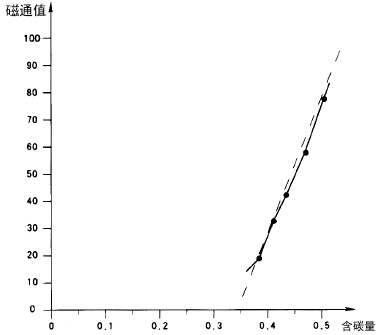
從(cóng)上(shàng)述關系表中,可以看(kàn)出含碳量和(hé)磁通量之間存在近似直線的對(duì)應關,可以進行分選。
9、根據以上(shàng)情況可用(yòng)兩種方法進行分選
A方法:進入定碳分選程序直接顯示含碳量的數值進行分選,選擇3号、4号爲标準樣件,确定門(mén)限值:上(shàng)門(mén)限0.55、上(shàng)限0.48、下(xià)限0.42、下(xià)門(mén)限0.38。
操作(zuò)步驟:
(1)按“→”三次使定碳燈亮(liàng)。
(2)按“↓”兩次,出現(xiàn)“H 1 0 0 0 0”。
(3)輸入上(shàng)門(mén)限0 5 5.0。
(4)按“↓”一次,出現(xiàn)“- - 0 0 0 0”。
(5)輸入上(shàng)限值0 4 8.0。
(6)按“↓”一次,出現(xiàn)“_ _ 0 0 0 0”
(7)輸入下(xià)限值0 4 2.0。
(8)按“↓”一次,出現(xiàn)“L 0 0 0 0 0”。
(9)輸入0 3 8.0。
(10)按“↓”一次。
(11)按“結束”鍵。
(12)按“→”鍵,使“預值”燈亮(liàng)。
(13)按“↓”鍵,出現(xiàn)0 1 ≡ 0 0 0.0。
(14)輸入4号樣件的含碳量值0 1 ≡ 0 4 2.0。
(15)按“↓”鍵出現(xiàn)0 2 ≡ 0 0 0.0。
(16)取出4号件。
(17)将3号件放(fàng)入探頭内。
(18)輸入0 4 7.0。
(19)按“結束”鍵。
(20)按“→”鍵,使運行燈亮(liàng),顯示“- - 4 7.0”,表示3号件的含碳量爲0.47,在合格範圍内。
(21)依次将3、1、2、5号件放(fàng)入探頭内,驗證數據的準确性。(如果數據偏差較大(dà)應檢查原因,直至顯示結果準确爲止)
(22)依次将探頭套入被測材料内,根據所顯示數據的大(dà)小(xiǎo),将被測材料分類存放(fàng)。
B方法:通過A方法調試好(hǎo)儀器後,調整補償旋紐, 當數碼管數據顯示“_ _ 4 2.0”時(shí),按“設置下(xià)限”按鈕,确定下(xià)限“L”線的位置;調整補償旋紐當數據顯示“- - 4 8.0”時(shí),按“設置上(shàng)限”按鈕确定“H”線位置。将被測工(gōng)件依次放(fàng)入探頭内,當光标圖頂端落在“L”和(hé)“H”線之間的位置時(shí),即爲合格的工(gōng)件,反之爲不合格,如設定報(bào)警,也(yě)可通過燈光和(hé)聲音(yīn)确定工(gōng)件的合格與否。
注意事(shì)項:
(1)被測工(gōng)件必須是原材料(2)被測工(gōng)件表面狀态良好(hǎo)(3)無嚴重的氧化皮。
(三)硬化層深度分選實例
某廠(chǎng)有一批φ100曲軸,經表面高(gāo)頻淬火後發現(xiàn)淬硬層深度達不到(dào)要求(該批工(gōng)件硬化層深度要求範圍是2.2—3.8mm),要求将超範圍的硬化層深度的曲軸去除。
l、做好(hǎo)儀器分選前的準備工(gōng)作(zuò)。
2、由于φ100曲軸有較大(dà)的曲拐,選用(yòng)筒套探頭檢測不方便,因此,選用(yòng)筆(bǐ)式探頭來(lái)進行分選。
3、連接探頭和(hé)儀器,并調“0”。
4、爲了(le)保證檢測的準确性,需要做定位夾具。
5、選擇電流0檔,頻率730Hz。
6、調節夾具使探頭的檢測端和(hé)曲軸軸表面之間的檢測距離爲0.5mm左右。
7、在曲軸面的某一點處重複檢測幾次,觀察磁通量的數據是否一緻,如果數據重複性好(hǎo),就可進行下(xià)一步檢測工(gōng)作(zuò),如果重複性不好(hǎo),請(qǐng)調整夾具,直到(dào)數據重複性一緻時(shí)爲止。
8、制備标準樣件。
制備硬化層深度的标準樣件比較複雜(zá),我們可以通過以下(xià)兩種方法來(lái)進行準備。
(1)在被分選的一批工(gōng)件中,任選5根并标号。
(2)将曲軸切開(kāi),切開(kāi)的位置必須在每一根曲軸相同的位置處。
(3)用(yòng)10%硝酸和(hé)90%酒精混合後的溶液,反複擦拭被切開(kāi)處的端面,直到(dào)硬化層清晰的顯示出來(lái)爲止。
(4)用(yòng)卡尺測出每根曲軸硬化層的平均深度,如下(xià)表所示:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
|
深度mm |
4.0 |
2.4 |
1.8 |
3.3 |
3.7 |
(5)按動波形選擇按紐,使夜晶顯示屏切換到(dào)硬化層深度分選界面。
(6)用(yòng)探頭檢測3号曲軸,調整補償旋紐柱狀圖的頂端和(hé)在縱坐(zuò)标的刻度10處左右。
(7)依次用(yòng)探頭檢測其餘的曲軸,得到(dào)硬化層深度和(hé)磁通量之間如下(xià)的對(duì)應關系表:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
|
深度mm |
4.0 |
2.4 |
1.8 |
3.3 |
3.7 |
|
磁通量 |
141 |
41 |
20 |
78 |
116 |
硬化層深度和(hé)磁通量之間關系見坐(zuò)标圖(4)
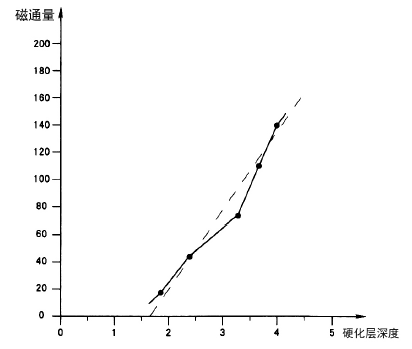
從(cóng)以上(shàng)坐(zuò)标圖可以看(kàn)出,該曲軸的硬化層深度和(hé)磁通量之間存在差近似于直線的對(duì)應關系。因此在選擇電流“0”檔和(hé)頻率730Hz的條件下(xià)可以進行分選。
注意:
在本列中檢測破壞後曲軸的硬化層深度,對(duì)生産是沒有實際意義的。通過以上(shàng)破壞性檢查,隻能(néng)說明(míng),分選儀可以對(duì)本列中曲軸的硬化層深度進行分選。但(dàn)是,在實際生産中,如果需要對(duì)曲軸的硬化層深度進行無損檢測,必須在不破壞曲軸的情況下(xià),找到(dào)标準樣件,才能(néng)對(duì)被測工(gōng)件進行100%分選。
如何在不破壞曲軸的情況下(xià)找到(dào)标準樣件呢(ne)?
可以用(yòng)間接的方法,在不破壞工(gōng)件的前提下(xià)找到(dào)标準樣件。
具體方法如下(xià):
在被測的曲軸中,任選幾件,通過分選儀檢測發現(xiàn)其中有二件的磁通量都是22,另有二件磁通量的值都在98左右,這(zhè)時(shí)在顯示磁通量爲22的兩根曲軸中選一根并切斷,測出它的硬化層深度爲2.4mm,在顯示磁通量爲98的兩根曲軸中任選一根并切斷,測得其硬化層深度爲3.8mm。由于該曲軸的硬化層深度和(hé)磁通量之間存在着線性的對(duì)應關系,因此,我們可以用(yòng)兩根破壞後的曲軸所測得的硬化層深度值來(lái)表示另外(wài)兩根未被破壞曲軸的硬化層深度,即一根未被破壞的曲軸硬化層深度爲2.4mm,稱它爲1号樣件,另外(wài)一根未被破的曲軸硬化層深度爲3.8 mm,稱它爲2号樣件。找到(dào)了(le)樣件,就可以進入下(xià)一步的分選工(gōng)作(zuò)了(le)。
(8)選擇分選的方法并進行分選。
A方法:進入硬度分選程序,用(yòng)數字顯示被測曲軸的硬化層深度并判斷曲軸是否合格。确定門(mén)限值:上(shàng)門(mén)限6.0、上(shàng)限3.8、下(xià)限2.2、下(xià)門(mén)限1.5
操作(zuò)步驟:
第1步:按“→”鍵使“硬度”燈亮(liàng)起。
第2步:按“↓”鍵使“限值”燈亮(liàng)。
第3步:按“↓”鍵,出現(xiàn)“H 1 0 0 0.0”。
第4步:輸入上(shàng)門(mén)限0 0 6.0。
第5步:按“↓”鍵,出現(xiàn)“- - 0 0 0.0”
第6步:輸入上(shàng)限值0 0 3.8。
第7步:按“↓”鍵,出現(xiàn)“_ _ 0 0 0.0”
第8步:輸入下(xià)限值0 0 2.2。
第9步:按“↓”鍵,出現(xiàn)“L 0 0 0 0.0”。
第10步:輸入下(xià)門(mén)限值0 0 1.5。
第11步:按“結束”鍵。
第12步:按右移鍵“→”,使預值燈亮(liàng)。
第13步:按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”。
第14步:用(yòng)探頭檢測1号樣件。
第15步:輸入1号标準樣件的硬化層深度0 0 2.4
第16步:按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
第17步:将探頭從(cóng)1号樣件處移開(kāi),再檢測2号标準樣件。
第18步:輸入2号标準樣件的硬化層深度值0 0 3.8。
第19步:按“↓”鍵。
第20步:按“結束”鍵。
第21步:按右移鍵“→”,使運行燈亮(liàng)。
第22步:按“↓”鍵。顯示“- - 3. 8”,表示2号标準樣件的硬化層深度爲3.8。
第23步:将探頭從(cóng)2号件處移開(kāi),再檢測1号件,觀察數碼管數字顯示值是否是2.4左右(由于放(fàng)入探頭内的工(gōng)件位置前後有所差别,數據顯示也(yě)許可能(néng)是2.3或者2.5等均屬正常),如果顯示數據和(hé)2.4的差别較大(dà),則應檢查工(gōng)件每次和(hé)探頭接觸位置是否一緻,操作(zuò)程序是否正确。
第24步:依次用(yòng)探頭檢測每根曲軸,所顯示的數據即表示每根曲軸的硬化層深度。
第25步:根據每一根曲軸深度數據的大(dà)小(xiǎo),将曲軸分類存放(fàng),也(yě)可以根據報(bào)警指示燈的顔色和(hé)聲音(yīn)判斷工(gōng)件的合格與否。
提示:由于數字顯示速度較慢,在實際生産中一般不被采用(yòng)。
B方法:B方法是通過觀察光标圖的位置高(gāo)低(dī)來(lái)快(kuài)速判斷硬化層深度是否合格。
此方法需要通過A方法先找出硬化層深度範圍的上(shàng)限和(hé)下(xià)限的位置。
具體操作(zuò)方法如下(xià):
①按A方法調試好(hǎo)儀器後,調整補償旋紐,使光标圖下(xià)限的位置對(duì)應在數據“- - 2.2”處,按“設置下(xià)限”按鈕确定“L”線的位置,再調整補償旋鈕,使光标圖的位置對(duì)應在數據“- - 3.8 ”處,按“設置上(shàng)限”按鈕确定“H”線的位置。
②逐一用(yòng)探頭檢測曲軸,當光标圖頂端落在“H”和(hé)“L”兩線之間表示曲軸的硬化層深度合格,反之則不合格。也(yě)可以根據報(bào)警燈和(hé)聲音(yīn)來(lái)判斷曲軸是否合格。
提示:由于B方法分選的速度比A方法要快(kuài),因此,在實際生産中一般采用(yòng)B方法。
注意事(shì)項:
隻有在被測工(gōng)件的材料,熱處理(lǐ)狀态、爐号、規格尺寸、表面狀态良好(hǎo),無缺陷的情況下(xià),才能(néng)對(duì)淬硬層深度進行分選。
在進行硬化層深度分選之前,應先用(yòng)儀器檢查被測工(gōng)件硬化層深度是否和(hé)它們在儀器上(shàng)的磁通量有着一定的邏輯對(duì)應關系。
(四)材質混料分選實例
1、二種材質混料分選
某廠(chǎng)新進一批規格爲L×d=6000×φ50(mm)的20Cr材料,進廠(chǎng)驗收時(shí),發現(xiàn)其中混入了(le)不知(zhī)數量的同規格的45号鋼材料,需要通過無損分選的方法将其中混入的45号去除。
A方法(在有20Cr和(hé)45鋼各3根标樣的情況下(xià)):
分選步驟
(1)做好(hǎo)分選前的準備工(gōng)作(zuò)。
(2)選擇φ55的套筒探頭和(hé)儀器連接好(hǎo)。
(3)調“0”。
(4)選擇電流8檔,頻率70Hz。
(5)将6根樣件依次标号、1、2、3爲20Cr,4、5、6爲45号鋼。
(6)用(yòng)V形支撐架作(zuò)爲檢測材料時(shí)的支架。
(7)取l号件放(fàng)在V形支撐架上(shàng),用(yòng)φ55探頭從(cóng)材料的頭部套入,并使探頭離開(kāi)材料端面30cm處,使探頭端面垂直于材料軸表面自(zì)由的放(fàng)下(xià)并直接挂在材料上(shàng)。
(8)按下(xià)“界面切換”按鈕,使界面顯示爲材料分選界面(光标圖)。
(9)調整補償旋鈕使光标在橫坐(zuò)标刻度線的—40處左右。
(10)依次用(yòng)探頭檢測2、3、4、5、6五根材料,觀察光标的位置并記錄下(xià)來(lái)。如下(xià)表:
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
6 |
|
光标位置 |
-40 |
-45 |
-80 |
45 |
55 |
70 |
在靠近0線最近的1号和(hé)4号件之間數據差值爲[45-(-40)]=95,因此在20Cr和(hé)45鋼之間有明(míng)顯分隔區(qū)域。
(11)以“0”線爲分界線,調整補償旋鈕使光标的位在“0”處,按動“設置上(shàng)限”按鈕和(hé)“設置下(xià)限”按鈕,使“H”和(hé)“L”線與“0”線重合。将探頭套進2号件材料,調整補償旋鈕,使光标位置處于負方向[45-(-40)]÷2=47.5處
(12)将原鋼逐一放(fàng)進探頭内,當光标落在“0”線的左邊即爲20Cr材料,光标落在“0”線的右邊即爲45鋼材料。
B方法(在無标準樣件的情況下(xià))。
分選步驟:
(1)做好(hǎo)分選前的準備工(gōng)作(zuò)。
(2)選擇φ55的套筒探頭和(hé)儀器連接好(hǎo)。
(3)調“0”
(4)選擇電流8檔,頻率70Hz。
(5)用(yòng)V形支撐架作(zuò)爲檢測材料時(shí)的支架
(6)在該批材料中任選1件,将探頭套進材料的頭部約30cm處,調整補償旋紐,使光标位置和(hé)縱坐(zuò)标的“0”線重合。
(7)被測材料放(fàng)入探頭内,觀察光标位置。
(8)分選一定的數量後,發現(xiàn)一些(xiē)材料所對(duì)應的光标位置超過+80以上(shàng),其餘均在“0”線位置附近。
(9)+80以上(shàng)位置的材料經取樣化驗确定爲20Cr材料,在“0”線處的材料經取樣化驗是45鋼。
(10)在20Cr材料和(hé)45号鋼材料中各取一根,編号爲1号和(hé)2号。用(yòng)分選儀測得它們所對(duì)應的光标的位置分别爲+2和(hé)+138。
(11)調整分割線,可取“0”線爲它們分割線,将探頭套進2号件材料,調整補償旋紐使光标落在坐(zuò)标負方向的(138—2)÷2=68位置處。
(12)依次将探頭套進被測材料,在“0”線左邊爲45鋼,在“0”線右邊的爲20Cr。
2、三種材質的混料分選
某廠(chǎng)生産一批φ50的軸承外(wài)圈,熱處理(lǐ)後,經化驗确定發生了(le)三種材料混料的事(shì)故,這(zhè)三種材料分别是軸承鋼、45鋼和(hé)20号鋼,要求用(yòng)無損分選的方法解決上(shàng)述混料問題。
A分選方法 (在有三種材料樣件的情況下(xià))
分選步驟:
(1)做好(hǎo)儀器分選前的準備工(gōng)作(zuò)。
(2)選擇平面探頭來(lái)進行檢測,爲了(le)保證檢測時(shí)被測工(gōng)件位置一緻,在平面探頭檢測面上(shàng)制作(zuò)一個V型夾具。
(3)連接儀器和(hé)探頭。
(4)調“0”。
(5)選擇電流“0”檔,頻率230Hz。
(6)按動“界面切換”按鈕,選擇材料分選界面(光标圖)。
(7)在軸承鋼、20号鋼、45鋼三種材料的軸承外(wài)圈的樣件中各取2件并編号:軸承鋼爲1、2号,2 0号鋼爲3、4号,4 5号鋼爲5、6号。
(8)将1号件放(fàng)到(dào)平面探頭檢測面上(shàng),調整補償旋紐,使光标落在“0”線附近。
(9)依次将其餘5件分别放(fàng)到(dào)平面探頭上(shàng),得出以下(xià)檢測結果,現(xiàn)列表如下(xià):
|
工(gōng)件号 |
1 |
2 |
3 |
4 |
5 |
6 |
|
光标位置 |
0 |
+6 |
-40 |
-48 |
+72 |
+80 |
(10)根據上(shàng)表數據,可以看(kàn)出三種材料有明(míng)顯的間隔帶,即同種材料,光标的位置相差較小(xiǎo),而不同材料之間的光标位置相差較大(dà),因此可以分選。
(11)确定分隔線的位置。
上(shàng)限線“H”取45鋼和(hé)軸承鋼光标位置相鄰的2号和(hé)5号中間,即橫坐(zuò)标正方向(72—6)÷2=33處。
下(xià)限“L”取20号鋼和(hé)軸承鋼光标位置相鄰的1号和(hé)3号中間,即橫坐(zuò)标負方向[0—(—40)]÷2=20處。
(12)将1号件放(fàng)在探頭上(shàng),調整“補償”旋鈕,當光标的位置顯示+33時(shí),按動“設置上(shàng)限”按鈕,使“H”線位置對(duì)應在相應的光标處,再調整“補償”旋鈕,當光标的位置顯示—2 0時(shí),按動“設置下(xià)限”按鈕,使“L”線位置對(duì)應在相應的光标處。
(13)再調整補償旋鈕使光标位置落在“0”處。
(14)依次将被測工(gōng)件逐一的放(fàng)在檢測探頭上(shàng),并觀察光标的所在的區(qū)域,光标落在“H”線的右邊爲45号鋼,落在“H”和(hé)“L”線之間的即爲軸承鋼,在“L”線的左邊即爲20号鋼。
B方法:(在無樣件的情況下(xià)進行分選)
在無樣件的情況下(xià)可采用(yòng)排除法進行分選,三種材料可分二步進行排除分選。所謂排除法,即從(cóng)混雜(zá)的材料中任挑一件放(fàng)入探頭中,調整光标,使其位置落在“0”處附近,然後逐一将工(gōng)件放(fàng)入探頭内,觀察光标的位置,将光标的位置落在“0”線附近位置工(gōng)件放(fàng)入一堆,落在“0”線以外(wài)且和(hé)“0”線有較大(dà)的間隔,不管它有幾種材料先放(fàng)入另一堆。直到(dào)将該批材料分選結束後,然後再将“0”線位置以外(wài)的另一堆材料,重新按上(shàng)述步驟再分選一次,直到(dào)将材料全部分選出來(lái)爲止。
注意事(shì)項:
①在材料分選中,被測工(gōng)件的熱處理(lǐ)狀态,規格、尺寸、表面狀态必須相同。
②在材料分選中,如果是碳素結構鋼且碳含量相近。如20和(hé)25号,需要用(yòng)定碳的方法才能(néng)分選,在其含碳量交叉的部分,客戶可根據自(zì)身的習慣加以判别。
③如果有4種以上(shàng)鋼種需要分選,可采用(yòng)逐一排除法,即多步分選法。
(五)不同的熱處理(lǐ)狀态分選
如:某熱處理(lǐ)公司對(duì)一批20Cr材料的高(gāo)強度螺栓進行熱處理(lǐ)後,發現(xiàn)部分螺栓硬度較高(gāo),經檢驗确定有部分未經調質的螺栓混入了(le)正常調質的螺栓中,要求将未經調質的螺栓用(yòng)無損檢測的方法分選出去。
分選方法: 由于不同熱處理(lǐ)狀态的同種材料的組織結構是完全不同的,這(zhè)就好(hǎo)象不同的材料發生混料一樣。因此,可參照混料分選的方法對(duì)熱處理(lǐ)狀态混料進行分選。此例可參照七.(四).1節中的混料分選的方法進行分選,在此不在贅述。
八 注意事(shì)項
1、探頭的選配。根據工(gōng)件的規格尺寸、表面狀況、分選的項目等選配合适的探頭是分選是否能(néng)夠成功的關鍵。
2、“電流”和(hé)“頻率”的選擇。應根據不同檢測對(duì)象和(hé)分選項目選擇适當的“電流”和(hé)“頻率”。
3、标準樣件的選取。标準樣件是否能(néng)準确的選好(hǎo),也(yě)是能(néng)否進行正确分選的關鍵。
4、被測工(gōng)件在探頭中的位置。被測工(gōng)件在探頭中的位置非常重要,爲了(le)保證檢測的準确性,可以根據工(gōng)件的形狀,探頭的種類制作(zuò)夾具。
5、儀器所測得的數據都是通過标準樣件來(lái)進行間接測量,受到(dào)各種影響因素較大(dà),因此不屬于計(jì)量器具範疇。請(qǐng)用(yòng)戶在選購該儀器時(shí)不要誤将該儀器視(shì)做計(jì)量器具。儀器的檢定工(gōng)作(zuò),用(yòng)戶可通過對(duì)标準樣件的檢測來(lái)自(zì)行判定,如用(yòng)戶檢定有困難,可直接送寄生産廠(chǎng)家進行檢驗。
6、避免與高(gāo)頻、電焊機、腐蝕性氣體同時(shí)使用(yòng)。
7、儀器可連續工(gōng)作(zuò),不受使用(yòng)時(shí)間限制,在長時(shí)間測試同一種類工(gōng)件時(shí),每隔半小(xiǎo)時(shí)複測一下(xià)調機時(shí)使用(yòng)的樣件,用(yòng)補償旋鈕校對(duì)其原指示值一次。對(duì)于使用(yòng)平面探頭和(hé)筆(bǐ)式探頭等高(gāo)靈敏度的探頭一般要求分選一定數量的工(gōng)件時(shí)就要校驗一次。
8、分選儀的準确性和(hé)被測材料的品種、熱處理(lǐ)工(gōng)藝狀态、爐号的批次、工(gōng)件的表面狀态等有一定的關系。因此,用(yòng)戶在購買時(shí),應按供方要求準備一定數量的的工(gōng)件,并用(yòng)其它檢測方法,測出某一項指标(如硬度、含碳量、硬化層的深度、材料混料、裂紋等)的具體數據,然後和(hé)分選儀所測得的數據進行比較,如果達到(dào)用(yòng)戶所需要的分選精度,客戶方可購買。
9、儀器在使用(yòng)過程中往往會(huì)出現(xiàn)誤差現(xiàn)象,請(qǐng)客戶不要着急,應仔細研究你(nǐ)的分選方法以及分選條件是否合适等因素,然後再确定一個比較行之有效的分選方法。
10、儀器應放(fàng)在非鐵(tiě)磁物質的工(gōng)作(zuò)台面上(shàng)檢測分選,在被測探頭0.3米範圍内不應有除正被測這(zhè)一工(gōng)件之外(wài)的其它導磁性物體。
11、儀器可開(kāi)發的檢測項目非常廣泛,需要使用(yòng)者具備一定的物理(lǐ)學、材料學、熱處理(lǐ)學、無損檢測技術的知(zhī)識,才能(néng)熟練的使用(yòng)儀器,更好(hǎo)的爲生産服務。
九 儀器硬件故障的排除
1、插上(shàng)交流電源,儀器無顯示。
查看(kàn)儀器後面闆上(shàng)控制電源的開(kāi)關是否撥向交流檔位,如果已撥向交流檔位,查看(kàn)儀器後面上(shàng)在交流電源插座處的保險絲是否損壞,如未損壞,請(qǐng)和(hé)生産廠(chǎng)家聯系。
2、接通電源,顯示屏上(shàng)無顯示内容,請(qǐng)和(hé)生産廠(chǎng)家聯系。
3、在數字區(qū)出現(xiàn)“8 8 8 8 8 8 8”現(xiàn)象,請(qǐng)和(hé)生産廠(chǎng)家聯系。
4、接通電源,插上(shàng)探頭(空(kōng)載),數字顯示區(qū)的數字不穩定并逐漸在變大(dà)或變小(xiǎo),說明(míng)儀器已有漂移現(xiàn)象。檢查探頭内部是否已浸油和(hé)水(shuǐ)浸,如無油浸和(hé)浸水(shuǐ)現(xiàn)象,請(qǐng)和(hé)生産廠(chǎng)家聯系。如有浸油和(hé)浸水(shuǐ)現(xiàn)象,請(qǐng)将探頭内的油和(hé)水(shuǐ)清幹後再試,仍不能(néng)解決上(shàng)述問題,請(qǐng)和(hé)生産廠(chǎng)家聯系。
5、接通電源,插上(shàng)探頭,調整補償旋鈕磁通量的大(dà)小(xiǎo)應變大(dà)或變小(xiǎo)。否則,請(qǐng)檢查探頭和(hé)儀器是否已連接好(hǎo)。如經重新連接後,不能(néng)排除上(shàng)述現(xiàn)象,請(qǐng)換一副探頭重試,如果仍然不能(néng)排除上(shàng)述現(xiàn)象,請(qǐng)和(hé)生産廠(chǎng)家聯系。如果能(néng)排除上(shàng)述現(xiàn)象,證明(míng)前面一副探頭已經損壞。


 0512-85187300
0512-85187300